Shenzhou Machinery - Çin'de Profesyonel Endüstriyel Santrifüj Makinesi Üreticisi ve Tedarikçisi












Tüplü Santrifüj Seçiminde Önemli Faktörler
Katı-Sıvı İki Fazlı Sisteminin Temel Parametreleri
Katı Madde Konsantrasyonu: Boru tipi santrifüjler yalnızca katı hacim konsantrasyonu %1'den az olan seyreltik bulamaçlar için uygundur. Aşırı yüksek konsantrasyon, tamburun iç duvarında hızlı tortu birikimine, temizlik için sık sık durdurulmaya ve verimlilikte önemli bir azalmaya yol açacaktır.
Katı Parçacık Boyutu: Özellikle koloidal malzeme ayrımı için ultra ince parçacıklar (0,1–10 μm) için uygundur. Parçacık boyutu ne kadar küçükse, seçilen modelin ayırma faktörü o kadar yüksek olur (örneğin, 1 μm'den küçük parçacıklar için ≥30.000 G'lik bir ayırma faktörü önerilir).
Katı-Sıvı Yoğunluk Farkı: Yoğunluk farkı, santrifüjlü çökelmenin itici gücüdür. Yoğunluk farkı ne kadar küçükse (örneğin, 100 kg/m³'e yakın), gerekli ayırma faktörü o kadar yüksek ve malzemenin kalış süresi o kadar uzun olur; bu da tambur uzunluğu-çap oranının artırılmasıyla (4-8 önerilir) sağlanabilir.
Malzeme Aşındırıcılığı ve Korozyona Dayanıklılığı
Aşındırıcı Çalışma Koşulları (örneğin, asidik liç çözeltisi, madenlerde siyanür içeren çözelti): Varil malzemeleri için, güçlü asitlere ve alkalilere karşı mükemmel direnç gösteren titanyum alaşımı (TA2/TA10) veya Hastelloy C276 tercih edilir; sıradan nötr malzemeler için paslanmaz çelik 316L uygundur.
Aşındırıcı Çalışma Koşulları (az miktarda sert ince parçacık içeren): Yüksek hızlı dönüş altında parçacık aşınmasından kaynaklanan ekipman aşınmasını önlemek için tamburun iç duvarı tungsten karbür aşınmaya dayanıklı kaplama ile kaplanmalıdır.
Malzeme Viskozitesi ve Sıcaklığı
Viskozite 50 mPa·s'nin üzerine çıktığında, partikül çökelme direnci artar. Tambur hızının artırılması veya besleme akış hızının azaltılması gerekir; yüksek sıcaklık malzemeleri (>100℃) için, ekipman deformasyonunu veya conta arızasını önlemek amacıyla yüksek sıcaklığa dayanıklı contalar ve tahrik sistemleri seçilmelidir.

II. Süreç Gereksinimleri (Hedef Odaklı Faktörler)
Ayrılma Hedefleri ve Göstergeleri
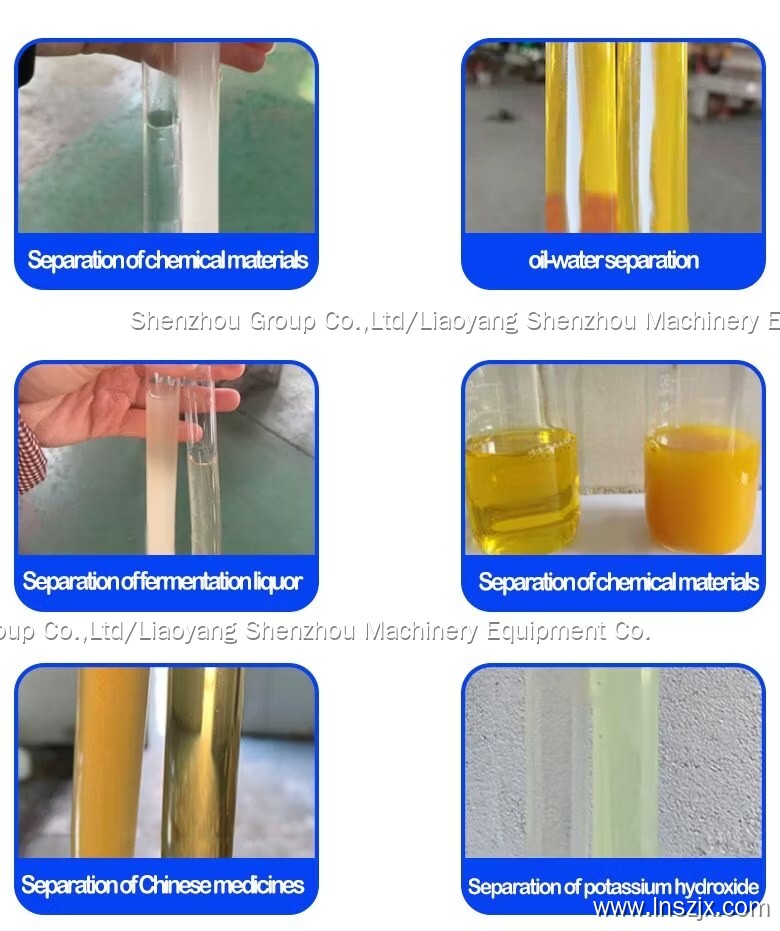
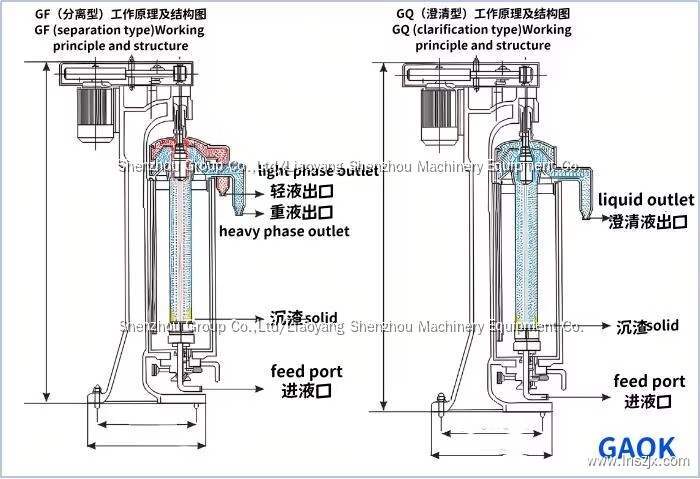
Amaç sıvı berraklaştırma ise (örneğin, altın madeni liç çözeltisinin saflaştırılması), süzüntünün berraklığına dikkat edilmelidir (süzüntü katı içeriğinin <50 ppm olması gerekmektedir). Makul bir taşma portu yapısıyla birlikte yüksek ayırma faktörlü modeller tercih edilir.
Eğer amaç katı zenginleştirme ve geri kazanım (örneğin, nadir metallerin ince parçacıklarının geri kazanımı) ise, katı geri kazanım oranına dikkat edilmelidir. Yeterli parçacık çökelme süresini sağlamak için tambur hızı ve besleme hızının kontrol edilmesi gereklidir.
İşleme Kapasitesi Gereksinimleri
Tüp tipi santrifüjlerin tek üniteli işlem kapasitesi nispeten küçüktür (genellikle 0,5–5 m³/saat). Yüksek akış hızları gerektiren işlemler için, işlem öncesinde katı madde konsantrasyonunu azaltmak amacıyla çoklu üniteli paralel çalışma veya ön konsantrasyon ekipmanı (örneğin, mikrofiltrasyon makinesi) kullanılabilir.
İşleme kapasitesi, tambur çapıyla doğru orantılıdır. Çap ne kadar büyükse (örneğin, 150 mm), işleme kapasitesi o kadar yüksek olur, ancak ayırma faktörü de buna bağlı olarak azalır. İkisi arasında bir denge sağlanmalıdır.
Çalışma Modu Gereksinimleri
Parti İşlemi: Manuel cüruf boşaltma modelleri düşük maliyetlidir ve küçük partiler halinde, düşük frekanslı arıtma senaryoları için uygundur.
Yarı Sürekli Çalışma: Otomatik cüruf boşaltma modellerini seçin (örneğin, nozul tipi, piston itici tipi). Düzenli cüruf boşaltma, arıza süresini azaltır ve orta ölçekli sürekli prosesler için uygundur, ancak ekipman maliyeti %30-50 oranında artacaktır.
III. Çalışma Koşulları (Yerinde Uyarlama Faktörleri)
Kurulum Ortamı
Alan Sınırlamaları: Borulu santrifüjler, küçük bir alana sahip dikey yapılardır; ancak kurulum yüksekliği (genellikle tüm makine için 2-4 m) ve üstten boşaltma için boru hattı yerleşim alanı dikkate alınmalıdır.
Patlamaya Dayanıklılık Gereksinimleri: Yeraltı madenlerinde veya yanıcı ve patlayıcı gazların bulunduğu ortamlarda, patlamaya dayanıklı güvenlik özelliklerine uygun olarak Ex d ⅡC T4 patlamaya dayanıklı tahrik motorları ve elektrik kontrol sistemleri seçilmelidir.
Destekleyici Sistemlerin Uyumluluğu
Besleme Sistemi: Besleme akış hızını istikrarlı bir şekilde kontrol etmek ve aşırı akış hızı nedeniyle tamburda yetersiz malzeme kalma süresini önlemek için değişken frekanslı bir besleme pompası yapılandırılmalıdır.
Yardımcı Sistemler: Yüksek sıcaklıktaki malzemeler için bir soğutma sistemi, aşındırıcı malzemeler için ise ekipmanın güvenli çalışmasını sağlamak amacıyla bir asit-baz nötrleştirme cihazı donatılmalıdır.
IV. Ekonomik ve İşletme & Bakım Faktörleri
Ekipman Maliyeti ve Yatırım Getirisi
Ayırma faktörü ne kadar yüksekse, malzeme ne kadar özel (örneğin, titanyum alaşımı) ve otomasyon seviyesi ne kadar yüksekse, ekipman tedarik maliyeti de o kadar yüksek olur. Katı geri kazanım değeri veya sıvı arıtma faydalarına göre yatırım geri ödeme süresinin (genellikle ≤2 yıl önerilir) hesaplanması gereklidir.
İşletme ve Bakım Maliyeti
Manuel cüruf boşaltma modellerinin işletme ve bakım maliyeti esas olarak manuel temizlik için harcanan insan gücü ve aşınan parçaların (örneğin, contaların) değiştirilmesinden kaynaklanmaktadır.
Otomatik cüruf boşaltma modelleri için, nozul/piston aşınması ve değiştirme maliyeti ile değişken frekanslı kontrol sisteminin bakım maliyeti dikkate alınmalıdır.
Yedek Parçalar ve Satış Sonrası Servis
Aşınan parçaların (örneğin, sızdırmazlık halkaları, aşınmaya dayanıklı kaplamalar) yeterli tedarikine sahip markalara öncelik verin.
Özellikle uzak maden sahaları için, üreticinin yerinde kurulum, devreye alma ve satış sonrası bakım yanıt hızını göz önünde bulundurun.
Seçim Kararlarının Öncelik Sıralaması
Malzeme özellikleri (konsantrasyon, parçacık boyutu, aşındırıcılık) > Proses ayırma göstergeleri > İşleme kapasitesi ve çalışma modu > Yerinde kurulum koşulları > Ekonomiklik