Shenzhou Machinery - Professional Industrial Centrifuge Machine Manufacturer and Centrifugal Separators Supplier in China
Language
Shenzhou Machinery - Professional Industrial Centrifuge Machine Manufacturer and Centrifugal Separators Supplier in China
Waste Oil Processing centrifuge:
State-of-the-art of 2-phase and 3-phase decanter centrifuge separation technology
Setting the benchmark for a variety waste oil applications
Specially equipped high "G" force 2 and 3-phase decanter centrifuges provide more efficient separation processes for these typical waste oil applications:
Oily residues, slop oils and sludges from oil refineries
BS&W storage tank bottom solids and water
Oil sludge lagoons
Oil water mixtures from ship ballasts
API separator sludge
Oilfield and drilling mud waste oils
Discarded lubricant oils and emulsions or other
Industrial oil / water and emulsion waste streams
Oily WWTP sludges
State-of-the-art of 2-phase and 3-phase decanter centrifuge separation technology
Setting the benchmark for a variety waste oil applications
Specially equipped high "G" force 2 and 3-phase decanter centrifuges provide more efficient separation processes for these typical waste oil applications:
Oily residues, slop oils and sludges from oil refineries
BS&W storage tank bottom solids and water
Oil sludge lagoons
Oil water mixtures from ship ballasts
API separator sludge
Oilfield and drilling mud waste oils
Discarded lubricant oils and emulsions or other
Industrial oil / water and emulsion waste streams
Oily WWTP sludges
Specially equipped Shenzhou 3-phase decanter centrifuges for oil sludge treatment include:
Many years of Hiller decanter development & optimization
Decanter features include:
Adjustable centripetal pump for light phase
Inert gas flushing of housing and seals for explosion protection
Tailor-made scroll and bowl design
Decanter Centrifuge and process technology features:
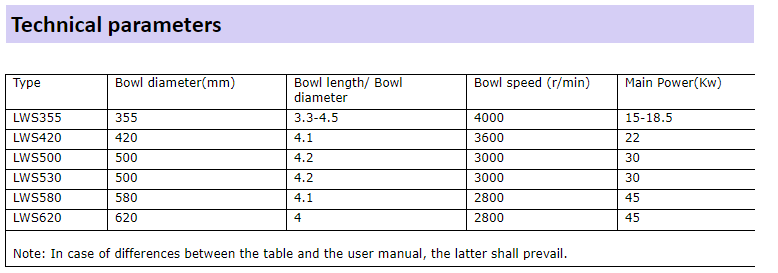
Large diameter/length ratio of 1:4,2 and greater in some model size machines
Centrifugal acceleration forces of 3,000 – 5,200 x “G” depending on bowl diameter
Available in either 2-phase or 3-phase design for the separation of the solids phase from one or two liquid phases during a single processing step
Flexible processing options by utilizing a 3-phase machine for 2-phase processing when required
3-phase machines feature the option of adjustable “dip-tube” design or externally adjustable “centripetal pump” for light oil phase discharge
Explosion proof designs according to requirements; e.g. nitrogen purged machines
Corrosion resistant materials, individually selected for the process
Minimal operator attendance required
Fully automated operation with our proprietary touch screen centrifuge control system
Modern scroll back-drive systems including DecaTorque hydraulic and / or DecaDrive electrical regenerative system
Scroll drive systems highest possible torques with the fastest possible reaction times
In-house development and manufacturing of hydraulic components for scroll drive systems
Various scroll and bowl wear protection systems for long service life
Dynamically optimized fluid design of feed and discharge zones
Customized designs available to meet individual process / sludge requirements
Highest cake dryness minimizes drying costs
Simple and service-friendly design with 24 hour factory service support
Low specific power consumption per unit product processed
All product contact parts available in stainless steel or high tensile strength carbon steel The space-saving concept of the solid bowl centrifuge together with optimal process results exceeds the high demands of the wastewater treatment industry
Generally waste oil treatment plant and system layouts: Waste oil systems vary depending on the unique source and make-up of the raw product and the customer's requirements regarding quality of the products after processing. However, a typical processing plant layout for most oily wastes from the petroleum industry will generally comprise the following:
Mechanical removal of solids, if required
Heating to reduce viscosity and thus enhance mobility of the phase
De-emulsifier dosing to break emulsions and make oil, water and solids bound in the emulsion accessible for centrifugal separation
Polymer dosing to enhance solids removal rates and cake dryness
Two well-known and proven waste oils layouts are:
Waste oil, water, and solids separation in one high performance 3-phase decanter centrifuge. Oil quality produced in such a system is usually good enough for return to the crude oil side of the refinery.
Typical 3-phase decanter performance:
Oil phase:
1-3% water
Below 1,000 ppm solids
Water phase:
1-3% oil
1,000-3,000 mg/L solids
Solids phase:
20-50% dry solids
Hydrocarbon content depending on product
Remove the bulk of the solids in a 2-phase decanter centrifuge with downstream oil-water-solids separation in a 3-phase disk stack separator type centrifuge. Naturally this plant layout is more sophisticated and requires higher capital expenditure. However, the quality of the oil and water phases is an order of magnitude better than that produced by a 3-phase decanter only.
Typical centrifuge performance for oil waste processing: For improved liquid product quality a high speed disk stack separator can be added to the respective phase(s) normally improving quality by an approximate factor of 10:
Oil phase:
Approx. 0.1-0.3% water
Virtually 0 solids
Water phase:
Approx. 0.1-0.3% oil
Some 100 mg/L solids
Application example 1: Processing of slop oil
Slop oils are usually characterized by relatively high oil content (in the order of 50-90% by volume). If collected near to the source, the solids content is usually rather low (in the order of 15% by volume). Often slop oils are collected in open lagoons, which lead to different product properties such as an increase in viscosity and a higher solids content due to the evaporation of lighter hydrocarbons plus sediment carry-over when the sludge is dredged from the lagoon. Another result of the storage in lagoons is those sludges require thorough mixing in order to revert the negative effects of stratification, usually after removal of coarse solids. Slop oils very often contain a fourth emulsified phase. For the sake of improved solids removal and optimal oil-water separation, those emulsions are normally destroyed by dosing of de-emulsifier before the feed product is processed.
Application example 2: Processing of “three-sludge”
The term “three-sludge” refers to a mixture of three typical refinery waste streams:
Biological sludge (waste activated sludge)
Flotation scum
Oil sludge
3-phase decanter centrifuge technology offers a means to recover the oil from this waste. Due to the typically high water content of more than 95%, the viscosity of this product is very low (basically the same as water), which in turn means that the throughput capacity of any given centrifuge is relatively high, compared to the capacity for e.g. slop oil processing. Demulsifying is usually not necessary and because of the very high water content heating can be by direct steam injection without risk of emulsion-forming.
All this results in a rather simple plant layout, compared to slop oil or storage tank sludge treatment. However, it is advisable to take into account the nature of waste that can be contained in the flotation scum and equip the feed end of a 3-sludge plant with a shredder or macerator to protect downstream machinery from blockage.
Application example 3: Processing of storage tank bottom sludge (BS&W)
Crude oil storage tanks are an essential part of all major operations in the petroleum industry. These storage tanks are most typically located at:
Refineries and production sites
Import, export and transfer storage facilities
Due to the solids content of crude oil, those tanks loose storage capacity over the years, as they slowly fill up with settled solids from the crude. Those tanks therefore require regular cleaning in order to maintain their storage capacity. Tanks are emptied of crude oil and the residual sediment and residues adhering to the tank walls are then removed with high pressure water jets. The resulting product is characterized by containing a considerable amount of water content (in the order of 30-60% by volume), an oil phase with rather high viscosity, typically the presence of an emulsified phase, and high solids content (in the order of 10-40% by volume). In principle the treatment of storage tank bottom sludge and water is similar to that of slop oil dredged from lagoons. Although a 3-phase decanter only can be applied here with good results, the high solids content of the product means that a combination of 2-phase decanter plus 3-phase separator.
Application example 4: Processing of oilfield sludges
In oilfield operations oily sludges are produced as sediments in tanks and apparatus, as well as from oil spills (e.g. in the course of maintenance / repair work, or due to pipeline leaks). Those sludges, in their original form, can have extremely high solids contents at moderate to high oil contents. However, at the time when the sludges from different sources are combined and prepared for treatment, the oil / water / solids ratios are such, that treatment with normal oil sludge processing equipment is easily possible. Very often oilfield sludges are collected in lagoons and withdrawn from there for processing, rather than being processed directly downstream of the source / collection point.
A water content in the order of 40-80% by volume, approximately 10-50% by volume oil phase with rather high viscosity, and a high solids content (in the order of 10-40% by volume) with potentially very large particle sizes, as well as potential content of significant amounts of other debris often characterize this product.
Compared to many other waste oil applications, the product properties oil field sludges require special attention be given to the mechanical pre-treatment of the sludges prior to processing. And because the recovered oil is usually not refined on-site, but rather added to the crude oil stream before it is sent to refining, the oil quality is normally sufficient using 3-phase decanter technology, which means these systems can typically be designed with one single 3-phase separation step.
Welcome all who care engaged in the separation and filtration to work with us,and we are also looking for the qualified world wide agents to provide better service and deep marketing.
Copyright © 2025 Shenzhou Group Co.,Ltd/Liaoyang Shenzhou Machinery Equipment Co.,Ltd - www.lnszjx.com All Rights Reserved.辽ICP备18010813号-1

