












Shenzhou – Dekanterzentrifuge zur industriellen Altöltrennung (Zentrifuge & Separator)
Nachdem der ölhaltige Schlamm gesammelt und mit Dampf erhitzt wurde, werden ihm geeignete Additive wie Demulgatoren und Wirkstoffe zugesetzt, um die Emulsion des Öl-Wasser-Gemisches aufzubrechen. Nach der Demulgierung wird ein hocheffizienter Dreiphasen-Dekanter der LWS-Serie eingesetzt, um Öl, Wasser und Schlacke im ölhaltigen Schlamm kontinuierlich zu trennen. Das abgetrennte Wasser und das nicht demulgierte Öl-Wasser-Gemisch werden direkt der Kläranlage zugeführt. Anschließend erfolgt die Dehydratisierung mittels eines hocheffizienten Zweiphasen-Dekanters der LW-Serie. Die Rohölreste in der dehydratisierten Schlackenphase können durch Verbrennung oder thermische Desorption zurückgewonnen werden. Das abgetrennte Rohöl wird anschließend gesammelt und mit einem Dreiphasen-Scheibenabscheider gereinigt, um wiederverwendbares Rohöl zu gewinnen.
Produktbeschreibung
Ölschlamm entsteht üblicherweise bei der Aufbereitung von Erdöl, einschließlich der Ölgewinnung, -raffination, des Transports über Pipelines, der Verwendung und der Lagerung.
Die Ölschlammbehandlung ist ein vollständiger Produktionsprozess, der auf dem Prinzip der Emulsionsspaltung und Zentrifugaltrennung basiert. Die Hauptausrüstung besteht aus Dosiersystem, Zuführungssystem, Trennsystem, Fördersystem, Steuerungssystem usw.
Merkmale und Vorteile der Ölschlammzentrifuge
Trenneffekt
Kann 80–90 % des Öls zurückgewinnen.
Der Wassergehalt der Ölphase nach der Trennung beträgt ≤3~5%.
Der Trockenheitsgrad der abgetrennten Rückstandsphase beträgt 40–60 %, und das Gesamtvolumen ist um mehr als 80 % geringer als vor der Abtrennung.
Kann durch Plattenzentrifuge oder Röhrenzentrifuge weiter gereinigt werden.
Einzigartige Dreiphasen-Trennstruktur
Die durch die hocheffiziente Dreiphasenzentrifuge abgetrennte Flüssigkeit kann auf zwei verschiedene Arten abgeführt werden: durch Schwerkraftabführung und durch Druckabführung mittels der eingebauten Zentripetalpumpe.
Patentierte Lichtphasenanpassungstechnologie
Die Justierplatte für die Lichtphasenflüssigkeit ist verdeckt, sodass die Justierung ohne Demontage der Maschine durchgeführt werden kann.
Hohe Produktivität und Anpassungsfähigkeit
Die Dreiphasenzentrifuge ist in der Lage, mehr als 90 bis 95 % des Öls zurückzugewinnen und sich an Materialien mit unterschiedlichen Dichteunterschieden anzupassen.
Bequemlichkeit
Eine große Auswahl an Modellen steht zur Verfügung.
Wir bieten schlüsselfertige Projekte an.
Hoher Automatisierungsgrad, einfache Verwaltung.
Einfache Bedienung, Ein-Tasten-Start und -Stopp, automatische Fehleralarmierung und Sicherheitsschutz.
Kosteneffizienz
Es ist sehr gut an Schlamm anpassbar und verfügt über eine große Behandlungskapazität.
Durch den Einsatz fortschrittlicher Steuerungssysteme und hochwertiger elektrischer Bauteile werden der Verbrauch von Chemikalien und der elektrische Energieverlust reduziert.
Die Stellfläche der Maschine ist etwa 2/3 kleiner als bei herkömmlichen Filtrationsanlagen.
Der kontinuierliche automatische Betrieb und der Schlackenprozess erfordern keine manuelle Bedienung.
Fortschrittliche Technologie
Dualmotor-Doppelfrequenzumwandlungstechnologie mit gemeinsamer Gleichstromsammelschiene – Energieeinsparung.
Konstante Drehmomentregelungstechnologie – Stabil.
Vortex-Spiral-Auslassöffnung – Hohe Kapazität.
Variable Pitch-Technologie – Geringerer Festphasen-Wassergehalt.
YG6, YG8 Hartmetall, SAF2205 Duplex-Edelstahl – gute Verschleißfestigkeit.
Dekanter für den ölhaltigen Abwasserbehandlungsprozess
Aktuell wird für das in Raffinerien bei der Rohölverarbeitung anfallende ölhaltige Abwasser häufig eine Grobflockung mit anschließender Entwässerung durchgeführt. Der Rückstand wird nach der Entwässerung direkt verbrannt. Dieses Verfahren führt zu einer Verschwendung von Rohölressourcen. Mit der hocheffizienten Dreiphasenzentrifuge der LWS-Serie kann nach einer Vorbehandlung (Zugabe von Emulsionsspaltern, Tensiden etc.) eine ressourcenschonende Nutzung des Rohöls erreicht werden.
Trenneffekt
Kann 80–95 % des Öls zurückgewinnen.
Der Wassergehalt der Ölphase nach der Trennung beträgt ≤3~5%.
Der Trockenheitsgrad der abgetrennten Rückstandsphase beträgt 40–60 %, und das Gesamtvolumen ist um mehr als 80 % geringer als vor der Abtrennung.
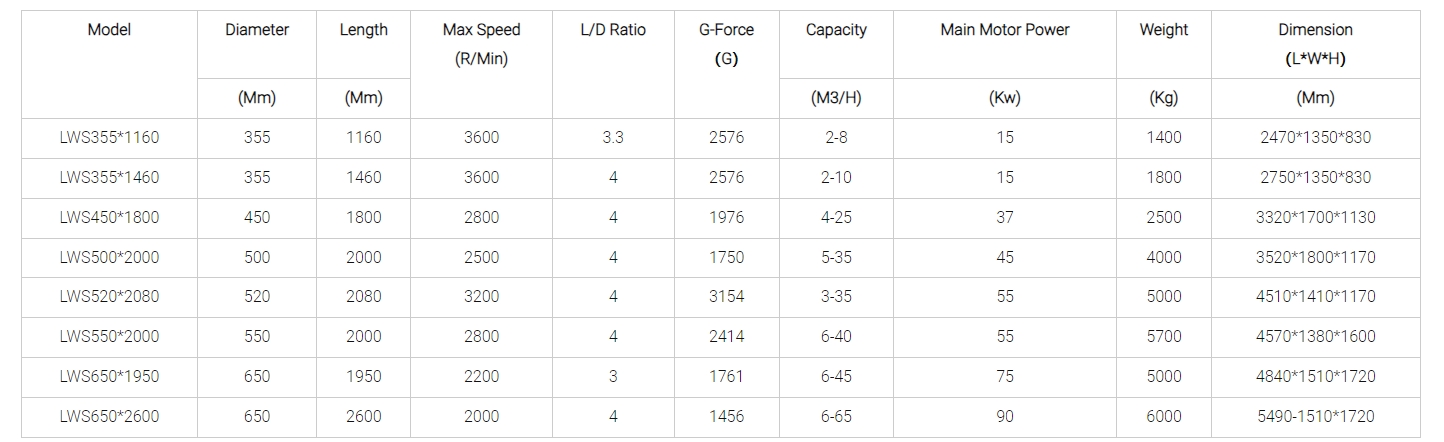
Produktparameter:
Kunden:
Paketanzeige:
