
Tubular Centrifuge Drum
Our drum material is 304 ,316L, 2205 stainless steel. Meet the GMP certification standards.














Continuous Tubular Centrifuge for Effective Separation
Continuous tubular centrifuge is a highly efficient separation equipment that utilizes high-speed rotation to separate liquids of different densities. It is commonly used in industries such as food processing, pharmaceuticals, and chemical engineering for the purification and clarification of liquids. This centrifuge can be used for separating components such as oil and water, proteins, and blood cells, making it a versatile tool for various applications.
Product advantages
Our Continuous Tubular Centrifuge is engineered to provide highly effective separation of liquids and solids, making it an essential tool for industries such as pharmaceuticals, food and beverage, and biotechnology. With its advanced design and user-friendly interface, this centrifuge offers unparalleled efficiency and precision in separating various substances. Its compact size and durable construction make it a reliable and essential piece of equipment for any laboratory or production facility.
Team strength
At the heart of our continuous tubular centrifuge lies the strength of our dedicated team. With years of experience and expertise in the field of separation technology, our team is committed to delivering high-quality and effective solutions to our customers. By working together seamlessly, our team ensures that every component of our centrifuge is designed and manufactured to the highest standards, resulting in superior separation performance. Our team's collaborative approach and attention to detail guarantee that our customers receive a reliable and efficient product that meets their specific needs. Trust in our team's strength to provide you with the best separation solution.
Enterprise core strength
Team strength is at the heart of our continuous tubular centrifuge, ensuring effective separation in various industries. Our team of engineers and technicians collaborate seamlessly to design and manufacture high-quality equipment that meets the highest standards of performance and reliability. With a deep understanding of centrifugation processes, our team leverages their expertise to optimize efficiency and deliver superior results. From research and development to customer support, our team's dedication and skill set us apart, providing a strong foundation for innovation and success. Trust in our team's strength to enhance your operations and achieve unparalleled separation efficiency.
Product Description
Multifunctional gf virgin coconut oil tubular bowl centrifuge for wholesales
Nowadays, virgin coconut oil (VCO) and olive oil are the most valuable oil. The reason is because they have the potential effects on human health. So, these two types of oils are categorized as functional food oils
Virgin Coconut Oil (VCO) is growing in popularity as functional food and as a medicine . The publicawareness of it is
increasing.The demand for VCO in the international market has increased considerably.lt is expected thut VCO will experience a dramatic growth in the future market Virgin coconut oil is thenaturally processed, chemically free and additive free product from fresh coconut meat or its derivatives,which has not undergone any chemical processing or any heat processes.
Virgin Coconut Oil (VCO) is growing in popularity as functional food and as a medicine . The publicawareness of it is
increasing.The demand for VCO in the international market has increased considerably.lt is expected thut VCO will experience a dramatic growth in the future market Virgin coconut oil is thenaturally processed, chemically free and additive free product from fresh coconut meat or its derivatives,which has not undergone any chemical processing or any heat processes.
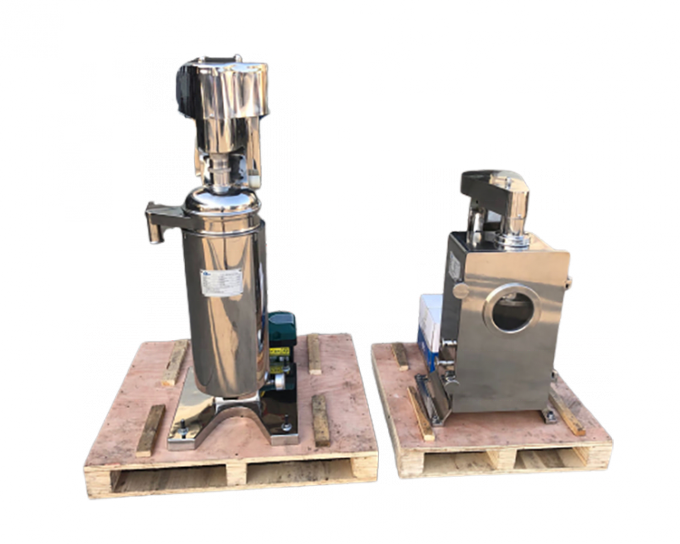
HIGH-SPEED TUBULAR SEPARATOR
High Speed Tubular Bowl Separator
Structure and principle: The separator consists of machine body, driving part ,bowl, liquid collecting pan and liquid-in bearing seat etc. The material is sprayed onto the bowl from the inlet on the bottom and strong centrifuge force is formed when the bowl rotates with the material and that makes the material flow upper along the wall of the bowl and then separated because of the different gravity by the centrifugal force.
High Speed Tubular Bowl Separator
Structure and principle: The separator consists of machine body, driving part ,bowl, liquid collecting pan and liquid-in bearing seat etc. The material is sprayed onto the bowl from the inlet on the bottom and strong centrifuge force is formed when the bowl rotates with the material and that makes the material flow upper along the wall of the bowl and then separated because of the different gravity by the centrifugal force.
GF-for separation: Heavy liquid forms outer ring and light liquid forms inner ring. They flow to the top of the bowl and discharge from their respective outlet. And the little solid is settled on the wall of the bowl and discharged manually after the machine stops.
GQ-for clarification: Heavy solid is deposited on the inner wall of the bowl,and forms the sludge. And it will be
discharged by manual after the machine stops. The clear liquid flows out of outlet from the top of the bowl. It is mainly used for separating all kinds of suspension difficult to be separated, especially suitable for separation of solid-liquid suspension with light concentration, heavy viscosity, fine particles and very small differential gravity of the two phases. The motor connect with the big pulley and delivery the power to the spindle through the belt, tensioner and small pulley and rotate with the bowl in high-speed as the clockwise. The high speed tubular centrifuge is mainly used in liquid-solid separation, liquid-liquid-solid separation in bio-pharmacy, beverage, chemical industry. It is an ideal separation equipment by centrifuging, especially for those feeding with little gravity difference, and small dimension in diameter.
GQ-for clarification: Heavy solid is deposited on the inner wall of the bowl,and forms the sludge. And it will be
discharged by manual after the machine stops. The clear liquid flows out of outlet from the top of the bowl. It is mainly used for separating all kinds of suspension difficult to be separated, especially suitable for separation of solid-liquid suspension with light concentration, heavy viscosity, fine particles and very small differential gravity of the two phases. The motor connect with the big pulley and delivery the power to the spindle through the belt, tensioner and small pulley and rotate with the bowl in high-speed as the clockwise. The high speed tubular centrifuge is mainly used in liquid-solid separation, liquid-liquid-solid separation in bio-pharmacy, beverage, chemical industry. It is an ideal separation equipment by centrifuging, especially for those feeding with little gravity difference, and small dimension in diameter.
Working principle of Tubular Separator
Consist of the machine cover, driving device, drum, liquid catch tray, the liquid inlet and bearing seat, this separator with high running speed, belongs to sedimentation separator. The upper drum is a flexible shaft, while the lower is damping floating bearing. The main shaft is connected by a coupling buffer and a passive wheel. Motor transmit power from the transmission belt and tension wheel to passive wheel, to drive the drum rotate around its own axis with high-speed, and thus form a strong centrifugal force field. All the materials are fed from liquid inlet under the bottom, and flow upward along the drum wall by centrifugal force fluid. During this process, the dense liquid phase forms the outer ring, and the small liquid phase forms the inner ring,
which separately flow to respective liquid outlet mounted on the upper drum.
When the thickness of the sediment affect the liquid phase clarification or the capacity of the rated slag weight in the drum, the dregs of the drum wall should be removed manually after the shutdown.
Application:Tubular Separator is mainly used for separating all kinds of suspension which is difficult to be separated, especially suitable for separation of solid-liquid suspension with light concentration, heavy viscosity, fine particles and very small differential gravity of the two phases. such as clarification of herbs plants extracts, various medicine liquor, liquid medicine, oral liquid, the extraction of paint, dye, as well as various proteins, alga, fruit gels, and purification of rubber solution, coal tar, graphite, saponin, pectin, sirup, vaccine mycelia and all kinds of glucose; refining resin, and latex solution, enzyme (SOD) of oxide, various kinds of albumens, the glucoside of the soap, etc.
Consist of the machine cover, driving device, drum, liquid catch tray, the liquid inlet and bearing seat, this separator with high running speed, belongs to sedimentation separator. The upper drum is a flexible shaft, while the lower is damping floating bearing. The main shaft is connected by a coupling buffer and a passive wheel. Motor transmit power from the transmission belt and tension wheel to passive wheel, to drive the drum rotate around its own axis with high-speed, and thus form a strong centrifugal force field. All the materials are fed from liquid inlet under the bottom, and flow upward along the drum wall by centrifugal force fluid. During this process, the dense liquid phase forms the outer ring, and the small liquid phase forms the inner ring,
which separately flow to respective liquid outlet mounted on the upper drum.
When the thickness of the sediment affect the liquid phase clarification or the capacity of the rated slag weight in the drum, the dregs of the drum wall should be removed manually after the shutdown.
Application:Tubular Separator is mainly used for separating all kinds of suspension which is difficult to be separated, especially suitable for separation of solid-liquid suspension with light concentration, heavy viscosity, fine particles and very small differential gravity of the two phases. such as clarification of herbs plants extracts, various medicine liquor, liquid medicine, oral liquid, the extraction of paint, dye, as well as various proteins, alga, fruit gels, and purification of rubber solution, coal tar, graphite, saponin, pectin, sirup, vaccine mycelia and all kinds of glucose; refining resin, and latex solution, enzyme (SOD) of oxide, various kinds of albumens, the glucoside of the soap, etc.

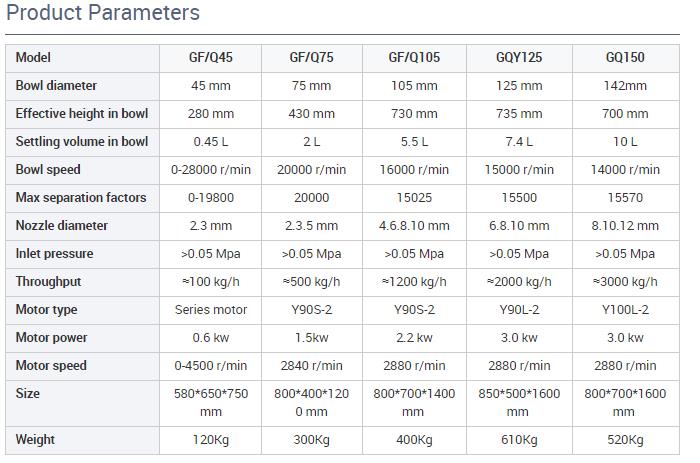
Product Parameters
Product features:
1. The unique design of interior blade is more suitable for the isolation of the fermentation bacteria than the conventional
tubular separators. Equipped with reverse stop device, the residual mother liquid can be retained completely without loss once the machine stop.
2.With advantages of high separation factor and strong separation ability, It is applicable to separate and clarify the materials which is difficult to separate by ordinary centrifuge and all kinds of emulsion liquid such as transformer oil, lubricating oil, fuel oil, turbine oil, grease, dyes, and saponification separation and so on.
3.Simple structure in linear type ,easy in installation and maintation.
4.Adopting advanced world famous brand components in bearing parts, electric parts and operation parts.
5.Running in a high automatization and intellectualization,no pollution
6.Simple to set up, use and clean for minimal down-time between separations
7. No replacement membranes or costly disposables
8.3-phase electric motors provide power for rapid acceleration and quieter operation.
9.Small footprint.
tubular separators. Equipped with reverse stop device, the residual mother liquid can be retained completely without loss once the machine stop.
2.With advantages of high separation factor and strong separation ability, It is applicable to separate and clarify the materials which is difficult to separate by ordinary centrifuge and all kinds of emulsion liquid such as transformer oil, lubricating oil, fuel oil, turbine oil, grease, dyes, and saponification separation and so on.
3.Simple structure in linear type ,easy in installation and maintation.
4.Adopting advanced world famous brand components in bearing parts, electric parts and operation parts.
5.Running in a high automatization and intellectualization,no pollution
6.Simple to set up, use and clean for minimal down-time between separations
7. No replacement membranes or costly disposables
8.3-phase electric motors provide power for rapid acceleration and quieter operation.
9.Small footprint.
Details Images




Tubular Centrifuge Cleaning car
Cleaning car, specially for drum cleaning. Convenient, fast.
Cleaning car, specially for drum cleaning. Convenient, fast.
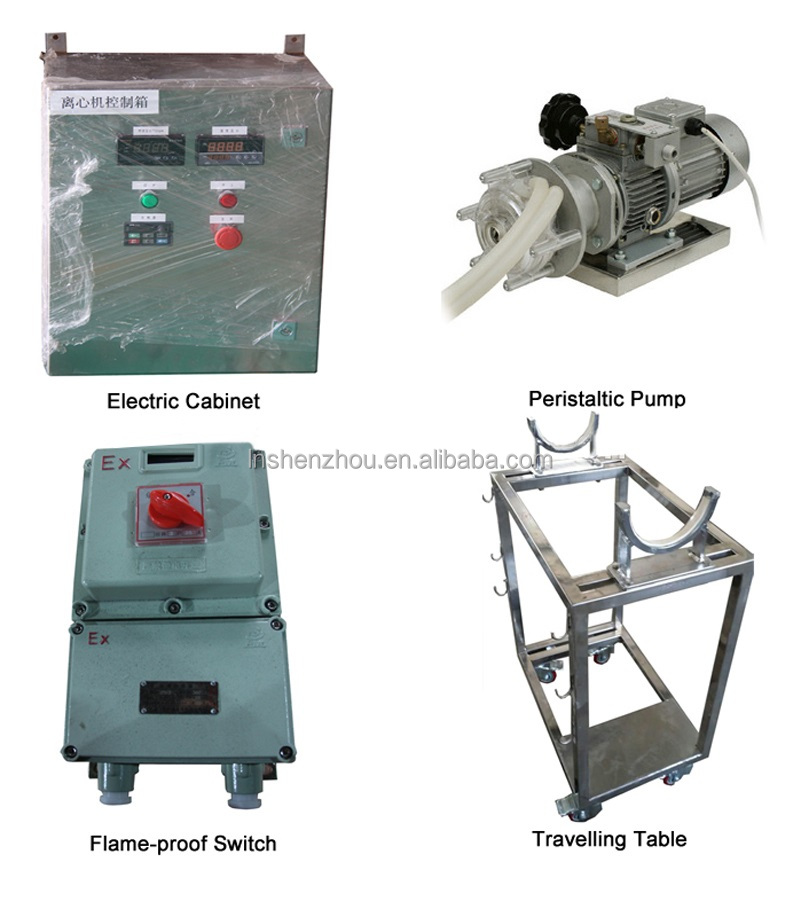
Tubular Centrifuge Motor
We are equipped with different motors for different applications. General Motor or explosion-proof motor.
We are equipped with different motors for different applications. General Motor or explosion-proof motor.


Points for Operating the Tubular Separator
* When the percentage of impurities or solids in the liquid is less than 0.5%, the ideal separation effect will be realized. If
the percentage is higher than 0.5%, the solution should be clarified first
* High groove is used to feed materials. If the liquid is of large viscosity, it can also be pumped.
* Measurement for proper materials inlet pressure: when materials are fed by the nozzle into the separator, the proper inlet
pressure is depended on property of materials the nozzle into the separator,to spray materials at least half up onto the drum.
Low pressure will cause part of the liquid not fed into drum and slide into the bearing seat at the bottom of the drum to
outflow from overflow mouth, while the high pressure will affect the separation quality and lead to the vibration of the
machine.
* The inside diameter of feeding tube shall be large enough to be controlled by valve and be convenient for user to adjust
according to flow rate and output.
* The separator is equipped with nozzle in different diameter, to fit different the separation quality and yield.If small
production with high quality, the small nozzle is used, and vice versa.
Suggestion from SHENZHOU
Earned high reputation and good feedback from global customer among all of our products, High-speed Tubular Separator is capable of applied in a variety of biological processes from cell harvesting and clarify to separation of chemical, food, blood and pharmaceuticals.
High performance is consistently achieved in continuous, semi-continuous or batch operations. Include a range of sizes from research to production, our tubular separator provide an efficient and cost-effective technology to separate from one to several thousand liters of biological cultures and other mixtures. For extremely high solids concentrations, drum centrifuge for high performance separations can be supplied.
* When the percentage of impurities or solids in the liquid is less than 0.5%, the ideal separation effect will be realized. If
the percentage is higher than 0.5%, the solution should be clarified first
* High groove is used to feed materials. If the liquid is of large viscosity, it can also be pumped.
* Measurement for proper materials inlet pressure: when materials are fed by the nozzle into the separator, the proper inlet
pressure is depended on property of materials the nozzle into the separator,to spray materials at least half up onto the drum.
Low pressure will cause part of the liquid not fed into drum and slide into the bearing seat at the bottom of the drum to
outflow from overflow mouth, while the high pressure will affect the separation quality and lead to the vibration of the
machine.
* The inside diameter of feeding tube shall be large enough to be controlled by valve and be convenient for user to adjust
according to flow rate and output.
* The separator is equipped with nozzle in different diameter, to fit different the separation quality and yield.If small
production with high quality, the small nozzle is used, and vice versa.
Suggestion from SHENZHOU
Earned high reputation and good feedback from global customer among all of our products, High-speed Tubular Separator is capable of applied in a variety of biological processes from cell harvesting and clarify to separation of chemical, food, blood and pharmaceuticals.
High performance is consistently achieved in continuous, semi-continuous or batch operations. Include a range of sizes from research to production, our tubular separator provide an efficient and cost-effective technology to separate from one to several thousand liters of biological cultures and other mixtures. For extremely high solids concentrations, drum centrifuge for high performance separations can be supplied.
Customer’s working Show



Packing & Delivery

To better ensure the safety of your goods, professional, environmentally friendly, convenient and efficient packaging services will be provided.
FAQ
1. What certificates do you have?
We can provide CE, ISO 9001, etc
2. What is the warranty period of the equipment?
Normally 1 year warranty.
3. Can we visit your factory?
Of course, we sincerely invite you to visit, If it's not convenient for you to come to our factory, you can also visit by
telephone video conference.
4. What's payment you accept?
A4: T/T, Western Union, L/C, Ali Pay, etc
5. Can it be customized?
Of course, our equipment can be customized according to the actual requirements of customers.
We can provide CE, ISO 9001, etc
2. What is the warranty period of the equipment?
Normally 1 year warranty.
3. Can we visit your factory?
Of course, we sincerely invite you to visit, If it's not convenient for you to come to our factory, you can also visit by
telephone video conference.
4. What's payment you accept?
A4: T/T, Western Union, L/C, Ali Pay, etc
5. Can it be customized?
Of course, our equipment can be customized according to the actual requirements of customers.
{{item.score}} Stars
{{item.pre}}%
{{item.nickname ? (item.nickname.slice(0, 2) + '*****') : item.source === 1 ? 'mall buyer' : '--'}}
{{item.comment_time}}
Review in the {{item.country}}
{{itemAttr.params_key}}: {{itemAttr.params_value}}
Contact us
we welcome custom designs and ideas and is able to cater to the specific requirements. for more information, please visit the website or contact us directly with questions or inquiries.
you might like
no data
Copyright © 2026 Shenzhou Machinery is a core subsidiary of Shenzhou Group | Sitemap